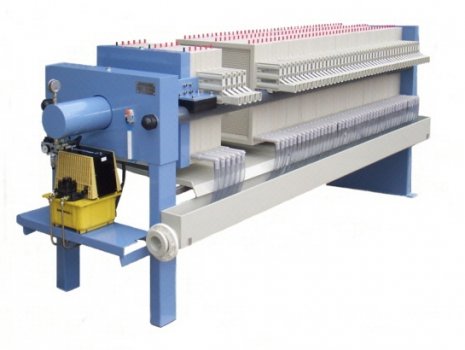
FILTERPRESSENLABORFILTERPRESSE - TYP 250 MINI TECHNISCHE DATEN:Gesamtmaße (Länge x Breite x Höhe) 800 x 600 x 700 mm -Lichter Ständerabstand 435 mm -Gewicht ca. 80 kg -Filterplattenformat 250 x 250 mm -Kuchendicke 20mm -Filterplattenanzahl 1 + 4 + 1 -Kammeranzahl 5 -Gestellreserve 0 -Kammervolumen, gesamt 2,0 l -Filterfläche 0,46 m² -Auslauf offen |
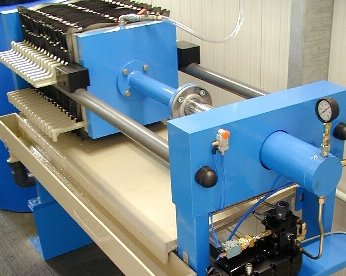
KURZBESCHREIBUNGPressengestell Das Pressengestell ist als massive Stahlkonstruktion ausgeführt. Die Ständer sind aus dem vollen Material geschnitten. Die Holme sind aus blank gezogenem Rundmaterial gefertigt und mit den Ständern verschraubt. Die Presse ist auf einer Kunststoff-Unterkonstruktion aufgebaut die auch dem Trans-port der Maschine mit üblichen Flurfördermitteln ( Gabelstapler, Gabelhubwagen usw.) ermöglicht. Filterplatten Die Presse ist mit Filterplatten aus Polyprophylen ausgerüstet. Hydraulik Das Hydraulikaggregat dient dem Öffnen und Schließen der Presse durch Ein- bzw. Ausfahren des Schließzylinders. Die geschlossene und entsprechend dem Filtrationsenddruck vorgespannte Presse wird mittels der Hydraulikanlage auf dem vor eingestellten Schließdruck gehalten. Die Hydraulikpumpe besteht aus der Handhydraulikpumpe mit eingebautem 2/2-Wege-Ventil. Als zusätzliche Absperrmöglichkeit befindet sich in der Verbindungsleitung zwischen Handpumpe und Zylinder ein zusätzlicher Kugelhahn, der den Zylinder hermetisch abschließt und zur Vermeidung eines unbeabsichtigten Öffnens der Presse im Betrieb beiträgt. Bei der Handpumpe handelt es sich um eine zweistufige Pumpe. Unterhalb eines Hydraulik Druckes vom 25 bar werden die beiden Pumpenstufen parallel betrieben, so dass bei niedrigem Druck eine große Ölmenge mit geringem Druck gepumpt wird. Bei Erreichen eines Druckes von 25 bar wird die Niederdruckstufe in drucklosen Umlauf geschaltet und der weitere Aufbau des Hydraulikdruckes erfolgt nur noch mit der Hochdruckstufe. Abdeckhaube Zum Schutz der Filterpresse beim Transport und bei der Lagerung ist diese mit einer abnehmbaren Kunststoffhaube ausgestattet, die mit Schnappverschlüssen auf dem Untergestell befestigt wird. Bedienungsseite: von der Hydraulikseite aus über das Plattenpaket geschaut links Position Filtratauslauf: auf der Bedienungsseite zentral unten -max. zul. Filtrationsdruck 12 bar ( 15 bar ) -min .erforderl. Schließdruck bei 12 bar 405 bar -max. zul. Schließdruck 500 bar Anschlußdaten: -Nennweite Trübeeintritt DN 12 (VA-Verschraubung 12 L) -Nennweite Filtratauslauf PP-Schlauchtülle Da 20 Ausführung Filterpresse - Hydraulischer Verschluß handhydraulisch schließend mit Federkraft öffnend |
| Wir bieten diese Laborfilterpresse auch als Mietpresse für entsprechende Versuche an.
Gerne übersenden wir Ihnen hier ein kostenloses Angebot. |
 |
 |
WICHTIGE MASCHINENIN DER INDUSTRIE, CHEMIE- UND VERFAHRENSTECHNIKFilterpressen wurden als eines der ersten Aggregate zur Trennung fester Stoffe aus flüssigen Phasen bereits vor ca. 130 Jahren in England zur Entwässerung von Tonschlämmen eingesetzt. Praktisch seit diesem Beginn der Filterpressen als Entwässerungsaggregat wurden verschiedenste Ausführungen und Varianten entwickelt. Der heutige Stand der Technik hat dieses Entwässerungsaggregat aufgrund seiner nach wie vor enormen verfahrenstechnischen Leistungsfähigkeit für weite Bereiche der Industrie unabkömmlich gemacht. Der Aufschwung von Filterpressen ist auch durch die Automatisierung dieser Aggregate ermöglicht worden. Hierzu zählen unter anderem: - automatischer Plattentransport - hydraulische Schließvorrichtung - verbesserter bzw. automatisierter Kuchenabwurf - Integrierbarkeit in Prozessüberwachung und Steuerung - geringere Ausfallzeiten und Kosten durch wesentlich verbesserte synthetische Filtertücher - Erhöhung der spezifischen Durchsatzleistung und Verminderung der Restfeuchte im Filterkuchen durch hohe Speisedrücke, die heute in den Druckstufen 6 und 16 bar genormt sind - vollautomatisch arbeitende Filtertuchreinigungsanlagen - Auspressen der Filterkuchens durch Membranplatten - Vergrößerung der Filtereinheiten auf 1770m² Filterfläche/Filterpress |
DIE ARBEITSWEISEDie jeweils mit einem Filtertuch umspannten Filterplatten werden alle planparallel aneinander geschoben und mit Hilfe der Verschlusseinrichtung fest aneinandergepresst. Somit entsteht eine Vielzahl parallel geschalteter Hohlräume, die über eine kommunizierende Speisebohrung untereinander verbunden sind. An den Filterplatten selbst befinden sich Kannelierungen, die das durch die Filtertücher strömende Filtrat zu Sammelleitungen führen, welche zurück zum Kopfstück der Filterpresse geführt sind. Die Suspension wird nun mit Hilfe einer Beschickungspumpe oder eines Druckkessels in die Filterpresse geleitet. Sobald die Feststoffe vor dem Filtertuch eine Schicht gebildet haben, beginnt der Druckanstieg in den Filterkammern. Das heißt, dem System wird nunmehr unter Druckerhöhung bis zum eingestellten Maximalwert fortwährend Suspension zugeführt. Filterpressen werden unterschieden in Rahmenfilterpressen, Kammerfilterpressen und Membranfilterpressen. Hierbei besteht ein Unterschied lediglich in der Form und Wirkungsweise der Filterelemente. Unter Rahmenfilterpressen versteht man solche Pressen, bei denen die Kuchenräume jeweils von einer parallelen gerippten Filterplatte und einem der Kuchendicke entsprechenden Rahmen gebildet werden. Unter Kammerfilterplatten versteht man solche Platten, wo der Kuchenraum aus jeweils zwei benachbarten, vertieften Filterplatten gebildet wird. Membranfilterplatten werden dadurch gekennzeichnet, dass eine oder beide Kammerseiten beweglich ausgebildet sind. Somit kann der Kuchen nach der Filtration nachgepresst werden. Neben diesen grundsätzlichen Unterscheidungen gibt es einige typische Konstruktionsmerkmale für Filterpressen, die für den Grad der Automatisierung bezeichnend sind: -handyhydraulischer Verschluss oder -elektrohydraulischer Verschluss Vornehmlich kleinere Filterpressen bis zur Größe 630 x 630 mm benötigen keinen automatischen Plattentransport. Bei Filterpressen der Größe 800 bis 1200 kann unter Umständen der Plattentransport von Hand erfolgen. Dies ist jedoch nur dann wirtschaftlich, wenn man beispielsweise nur eine Charge pro Tag fährt. Bei mehreren Chargen pro Tag und Filterpressen größer oder gleich dem Format 800 x 800 empfiehlt sich auf jeden Fall ein automatischer Plattentransport. Hierbei unterscheidet man im Wesentlichen zwischen zwei Arten, dem seitlichen Plattentransport und dem oben liegenden Plattentransport. Beim seitlichen Plattentransport ruhen de Filterplatten auf den seitlich angebrachten Zugholmen und werden über entsprechende Mitnehmer an seitlich umlaufenden Ketten aufgegriffen und transportiert. Beim oben liegenden Plattentransport werden die Filterplatten in der Brücke aufgehängt und transportiert. Das früher häufiger eingesetzte seitliche Plattentransportsystem ist nach heutigem Stand der Technik überholt. Dies ist vornehmlich begründet durch die eklatanten Schwierigkeiten, die bei einem seitlichen Transportsystem auftreten können. Hierbei ist insbesondere das Verkanten der Filterplatten beim Transport über zwei Angriffspunkte zu nennen. Darüber hinaus pendeln seitlich transportierte Filterplatten auf ihrem Transportweg. Dadurch wird erhöhter Filtertuchverschleiß verursacht. Des Weiteren haben seitliche Transportsysteme den Nachteil, dass se die Zugänglichkeit der Filterplatten erheblich einschränken. Ein oben liegendes Transportsystem ist daher zu bevorzugen. Weiterhin muss bei der Auswahl des Plattentransportsystems darauf geachtet werden, dass die Filterplatten nur an einem Angriffspunkt aufgegriffen werden, um ein Verkanten zu verhindern. Wichtig ist auch eine Verriegelung der Filterplatten untereinander. Dadurch wird gewährleistet, dass nur eine Platte verfahren wird. Beispielhaft soll ein solches System erläutert werden. Hierbei werden die Platten an so genannten Laufwagen in der Brücke aufgehängt. Ein Pendeln der Filterplatte in Längsrichtung wird durch die weite Auslenkung der Laufwagen verhindert. Das Verhindern des Pendelns in seitlicher Richtung erfolgt über Führungsstangen. Über so genannte Verriegelungshaken ist das gesamte Plattenpaket so ineinander verriegelt, dass jede Platte mit einem Haken in den Laufwagen der davor stehenden Platte eingreift. |
   |
  |
AUTOMATISCHE FILTERTUCHREINIGUNGSANLAGEDie Filtertücher werden von Partikeln verschmutzt, die beim Abschwemmen durch das Gewebe strömen. Je nachdem, wie stark und schnell ein bestimmtes Produkt die Filtertücher verschmutzt, bzw. zusetzt, sind in wöchentliche bis monatlichen Abständen die Filtertücher zu reinigen. Dieses Reinigen der Filtertücher erfolgt bislang in der Mehrzahl dadurch, dass die Tücher von den Platten abgenommen, in der Waschschleuder gereinigt und dann wieder aufgezogen werden müssen. Die Filtertücher auf den Platten zu belassen und die dann mit einer transportablen Dampfstrahleinrichtung mit einer Spritzlanze abzureinigen, ist nicht vertretbar. Einerseits werden durch diese Geräte die Filtertücher nicht in ausreichendem Maße gereinigt und andererseits entsteht hierdurch erhebliches Spritzwasser, welches mit dem abgelösten Schlamm den gesamten umliegenden Raum verunreinigt. Zum Abreinigen der Filtertücher werden heute sog. integrierte Filtertuchreinigungsanlagen verwendet. Diese Reinigungsanlagen arbeiten mit einem Druck von 100 bar. Diese Abspritzanlage besteht im Wesentlichen aus einem massiven Edelstahl-U-Profil, welches auf der oben liegenden Brücke der Presse verfährt. Beim Reinigungsvorgang wird die erste Platte mit dem Filtertuch auf die Mitte des Öffnungshubes positioniert. Automatisch gesteuert fährt dann der Spritzenwagen aus seiner Position zur ersten abzureinigenden Filterplatte. Hat der Wagen diese Position erreicht, das die Platte umlaufende Düsenrohr an der Platte bis zum oberen Rand hochzufahren, wird hier abgestoppt und wieder zurückgefahren. Bedingt durch gleichen Wasserdruck auf beiden Filterplattenseiten, zentriert sich die Filterplatte automatisch. Hierdurch werden Zerstörungen am Filtertuch mit Sicherheit vermieden. Ist die erste Platte abgereinigt, fährt der Spritzenwagen um eine Plattendicke vor, die gereinigte Platte wird zum Druckstück gefahren und die nächste Platte automatisch in Waschposition gezogen. Von hier wiederholt sich dieser Zyklus bis zum Ende des Plattenpaketes automatisch. Durch diese Reinigungsanlage wird z.B. eine Filterpresse 1200 x 1200 mit 100 Kammern in ca. 1,5 h vollautomatisch gereinigt. |
AUSWAHLKRITERIENNach Festestellung der zu filtrierenden Mengen und deren Trockensubstanzgehalte muss zunächst die erforderliche Größe des Filterapparates ausgelegt werden. Diese Pressenauslegung vorzunehmen kann in der Regel über 3 verschiedene Wege erfolgen: - Es werden Vergleichswerte aus bestehenden Anlagen mit gleichen Produkten herangezogen. - Liegen für das zu entwässernde Produkt keine ausreichenden Erfahrungen vor oder muss zur Abschätzung der Kosten die Planung sehr detailliert sein, müssen die spezifischen Filterleistungen des Produktes durch empirische Ermittlungen, sprich Entwässerungsversuche, herausgefunden werden. Hierzu stehen einigen Pressenlieferanten entsprechende mobile Versuchseinrichtungen zur Verfügung. - Schätzt man die Filterzeit und den erreichbaren Trockengehalt ab, so kann man mit Hilfe der Feststoffbilanz das erforderliche Kammervolumen errechnen. Hat man einen dieser 3 Wege beschritten, kann man mit der sich hieraus ergebenden erforderlichen Filterfläche die Pressengröße bestimmen. Hierbei ist zu beachten, dass sich die einzelnen Formate der Filterpressen in ihren konstruktiv möglichen Filterflächen in weiten Teilen überdecken. Das Format ist daher auch von vielen anderen Faktoren wie z.B. Gebäudekonzeption oder zur Verfügung stehende Arbeitszeit abhängig. Dann können Plattenmaterial, Verschlussart des Plattenpaketes und Plattentransportsystem ausgewählt werden. Somit kann dann mit Hilfe des Filterpressenherstellers eine entsprechende Budgetierung des Projektes durchgeführt werden. |
 |
ANWENDUNGSMÖGLICHKEITENDer Verlauf der flüssigen und festen Phasen innerhalb der Filterpresse wurde bereits erwähnt. Bei der Rückhaltung der festen Stoffe durch das Filtertuch werden diese angereichert. Durch das Nachströmen von weiterem Fest-Flüssig-Gemisch erfolgt ein „Ineinanderschachteln“ der Partikel unterschiedlicher Größe und Form. Die durch das ständige Nachströmen erzeugten Schlepp- und Scherkräfte ordnen die Partikel so, dass z.B. Hohlräumen in größeren Partikeln durch kleinere Partikel ausgefüllt werden. Dennoch muss die Struktur der so geformten Kuchenschicht Kapillaren freilassen, um ein Durchströmen weiterer Flüssigkeit zu ermöglichen. Nicht alle Fest-Flüssig-Gemische haben eine Struktur, die dieses Nachströmen erlaubt. In diesen Fällen muss der Suspension ein sog. Stützgerüstbildner beigemischt werden. Hierzu sind verschiedene Verwendungsmöglichkeiten gegeben. Kohle, Asche, Steinmehl, Kalk usw. sind hierfür gebräuchliche Mineralien. Teilweise werden auch sog. Organische Flockungsmittel verwendet, wenn Feinstpartikel einen hohen Anteil an angehängtem Wasser mitführen und keine durchlässige Kuchenschicht aufbauen können. Hierbei wird dann hydrophobiert und einzelne Partikel zu einer Partikelkette zusammengebunden. |
Der Vorteil der Druckfiltration besteht in einem äußerst klaren Filtrat, weil die Filterkammern unmittelbar ringsum durch die angeschwemmte Schicht ein weiteres Durchdringen von auch noch so feinen Stoffen verhindert. Vielmehr baut sich diese Schicht so lange nach innen hin auf, bis die Filterkammern gefüllt sind. Bei diesem Aufbau wächst natürlich der Filterwiderstand der Kuchenschicht. Jede geschlossene Druckfiltration verläuft demnach nach einer speziellen Funktion. Abhängig von verschiedenen Faktoren variiert diese Funktion. Klarerweise werden Suspensionen mit hoher Feststofffracht schneller eine Kuchenschicht aufbauen als solche mit geringerem Feststoffanteil. Diese Geschwindigkeit hängt allerdings noch von einer Vielzahl anderer Randbedingungen ab, wie z.B. Partikelgröße, -verteilung, -struktur, spezifisches Gewicht, Viskosität, Kompressibilität usw. Eine sichere Voraussage der Geschwindigkeit ist daher auch nur dann möglich, wenn all diese Randbedingungen bekannt sind. Weiterhin wird die Geschwindigkeit des Filtriervorgangs und damit auch die spezifische Leistung des Filters bedingt durch variable Parameter des Filters selbst. So z.B. durch die Kuchendicke, den Druck, die Form der Kammern und nicht zuletzt die Geschwindigkeit des Druckaufbaus. Diese Parameter kann man bei einer Filterpresse optimal auf den speziellen Anwendungsfall festlegen. |
| Überhaupt ist die Filterpresse ein Filter, welche einfach und vielfältig den Gegebenheiten des Produktes bzw. den Anforderungen an das Produkt und denen des Projektes an sich angepasst werden kann. Solche Anforderungen können z.B. sein, den Kuchen nach der Filtration von gelösten Salzen der Mutterlösung zu befreien, z.B. um die Mutterlösung weiter zu verwenden oder den Kuchen salzfrei zu erhalten.
Auch hierzu bietet die Filterpresse vielfältige Möglichkeiten: Die in den Kapillare des Kuchens befindlichen Salze können „ausgewaschen“ werden. Dabei wird die im Kuchen befindliche Mutterlösung durch nachströmendes Wasser ersetzt. Hierbei haben sich zwei Methoden mit einigen Varianten als wirksam gezeigt: - Gegenstromwäsche - Gleichstromwäsche |
Bei der Gegenstromwäsche wird die Waschflüssigkeit durch die Filtratkanäle einseitig in jede zweite Kammer gedrückt und strömt dann auf die Rippenfelder jeder zweiten Platte. Von hier aus hat das Wasser dann nur die Möglichkeit, durch die Kapillaren des Kuchens zum Rippenfeld der jeweils benachbarten Platte zu strömen. Dabei wird die Mutterlösung verdrängt und durch die Waschflüssigkeit ersetzt. Der Ablauf erfolgt dann über die Rippenfelder der jeweils benachbarten Platten und wird geschlossen wieder zum Kopfstück der Filterpresse geleitet.
Auch bei der Gleichstromwäsche erfolgt ein Austausch der Flüssigkeiten in gleicher Weise, wobei jedoch Waschflüssigkeit den gleichen Weg nimmt wie die vorher eingespeiste Suspension. Welches beider Verfahren effizienter für ein spezielles Produkt ist, bleibt wesentlich von der Struktur der Partikel abhängig. Vielfach wird dem Waschvorgang auch noch das sog. Trockenblasen nachgestaltet. Dabei wird der Kuchen anschließend mit Luft durchströmt, um weiteres Restwasser auf gleichem Wege zu entfernen. |
| Sowohl für den Wasch- als auch für den Trockenblasvorgang gilt, dass dieser nur dann optimal durchströmt werden kann, wenn der Kuchenaufbau homogen gebildet ist, ansonsten bilden sich sog. Bevorzugte Waschbahnen, welche Risse oder Löcher in den Kuchen reißen. Man spricht dann von Kurzschlüssen, die die nachströmenden Medien bevorzugt passieren lassen und dadurch andere Stellen des Kuchens nicht ausreichend durchströmen. Die Möglichkeit der Kurzschlussbildung ist jedoch nur bei einigen Produkten wahrscheinlich.
Weitestgehend ausschließen kann man die Möglichkeit von Kurzschlüssen durch die Verwendung von Membranplatten. Dabei wird der Kuchen vor dem Waschen durch die Membrane homogenisiert und vergleichmäßigt. Dabei ist es wichtig, den Kuchen über die gesamte Filterfläche zu vergleichmäßigen. Dies erfordert die Verlegung der Suspensionseinspeisung außerhalb der Filterfläche. Konstruktionen, wobei die Einspeisung von Membranplatten im Zentrum liegt, sind für diese Zwecke daher weniger geeignet. copyright by Dipl. Ing Bernd Kirchner |
Membranplatten eignen sich darüber hinaus hervorragend dazu, die Filterkuchen nach der Filtration zu komprimieren. Dabei wird praktisch ein statischer Druck auf den Kuchen ausgeübt. Hierdurch kann bei einigen Produkten eine deutliche Steigerung der erreichbaren Restfeuchte im Kuchen erzielt werden. Dies begründet sich durch die gewechselte Kraftrichtung auf den Kuchenaufbau gegenüber den Kraftrichtungen bei der Filtration, welche nur teilweise senkrecht zum Kuchen verlaufen. Durch die senkrecht auf den Kuchen gerichtete Kraft werden vorher aufgebaute Brücken zwischen den Partikeln zerstört und ordnen sich neu in weiter ineinandergeschachtelter Form.
Wichtig bleibt noch zu erwähnen, dass Filterpressen auch deshalb breitestgefächerte Anwendungsmöglichkeiten bieten, weil sie auch besonderen maschinentechnischen Anforderungen genügen. So ist die Filterpresse mit ihrem Minimum an bewegten Teilen ein äußerst verschleißfestes Aggregat. Korrosionsprobleme können durch geeignete Schutzmaßnahmen ausgeschaltet werden. Die Wartungs- und Betriebskosten beschränken sich dadurch auf ein absolutes Minimum. Weiterhin ist die Filterpresse wohl das Aggregat der Trenntechnik, welches die größte Filterfläche pro Raumangebot liefert. So können z.B. 1770 m² Filterfläche auf ca. 60 m² Aufstellfläche untergebracht werden. |
|
|
Ihre Wünsche, unsere Lösungen - Ein umfangreiches Lieferprogramm nach Maß. |
Partnerschaft auf höchstem Niveau |
|





|

|

|





|


|
|

